冲如图所示的方孔,孔R角处出现毛刺,换了几次间隙没有彻底解决,各位师傅有没有好的办法,谢谢了 。
没办法发CAD,附图片R角凸凹模数据 。
材料SPCC ,料厚2.5MM
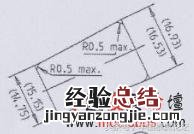
凸凹模R角数据
文章插图
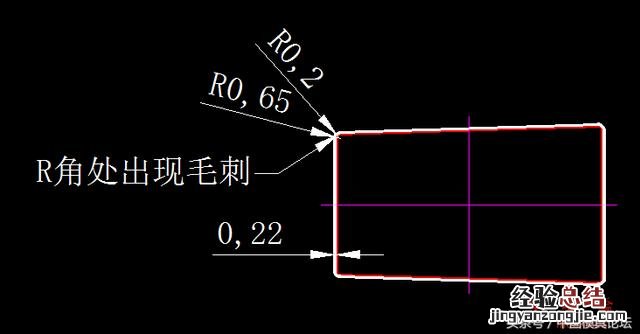
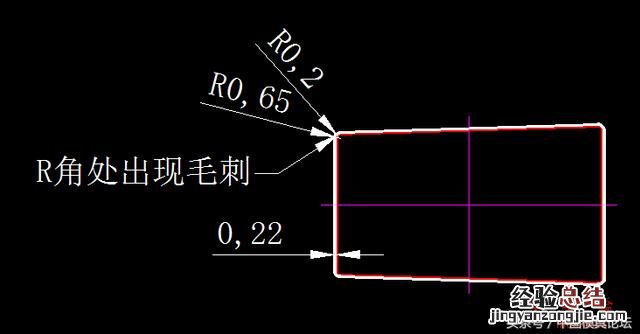
方孔要求数据
文章插图
产品形状
【冲孔毛刺大怎么判断间隙大小 冲孔有毛刺解决办法】

文章插图
加工有没有不到位 观察一下光亮带
1>实物图片木有,不了解情况和要求
2>更改间隙后效果木有说明 , 不清楚
3>检查模具加工组装精度及冲子入子磨损情况 。
冲出来R角处如图所示

文章插图
把角部间隙放大点 , 把直边间隙缩小点 。
大端一侧的R角全是光亮带,希望能像正常的一半光亮带,一半断裂带
像图片一样,R角处有断裂带

文章插图
材料SPCC ,料厚2.5MM,孔R角0.2 。
从照片看 , 实际单边间隙估计大于 0.22/2.5=0.088 (8.8%t) 。
凸模转角R值要改大,图纸可以到0.5最大,那么就取0.4咯,凹模R值取0.3~0.4 。
从楼主提供的截屏看转角部分的间隙是反向操作比正常间隙还缩小了 。
凸凹模R角数据
文章插图
经验总结扩展阅读
-
使用LabVIEW实现基于pytorch的DeepLabv3图像语义分割
-
-
发型成都有没有教设计发型原理的培训学校?哪些美发学校比较不错?
-
闺蜜|女人对你动了心,这五个证据最明显,大胆一点,她就是你的人
-
夏天空调开睡眠模式省电还是费电 空调开睡眠模式开多少度
-
-
-
-
-
-
01时间从未会为谁而停留过 人这辈子很短,短到自己还没来得及尽孝,想一想就很难过
-
对于有了一定的年纪 不管怎么说,一份好的感情,那始终都值得期待
-
-
苹果电脑开机密码忘记了怎么解决 苹果笔记本忘记开机密码的解决方法
-
真正的失败就是放弃 人生就像是一场拔河比赛,每个人都在与困难博弈
-
-
婆婆|婆婆做手术,我从娘家借来六万,婆婆出院后跟亲戚说的话,我傻了
-
新生儿半夜睡不着,白天睡不醒,8个步骤让昼夜节律不混乱
-
-